
With the reliable Ariel© compressor frame at its heart, every other component of the old school gas compressor package has been redesigned for compressing rich gas at the wellhead. There never has been a compressor package built like this, nor has one performed as well.
Inspired in the Eagleford in 2015 after a troublesome winter of liquids-rich gas related downtime, the operator accepted Encline’s proposal to create an engineered design that addressed all the factors responsible for this downtime. The resulting design nicknamed the EAGLE was placed on wells that were too crooked to rodpump, replacing pumping units at the wellhead. Further, no tanks of any kind were required at the wellsite, with the pumpjacks electric power feed being repurposed to operate the compressor.
Inspired in the Eagleford in 2015 after a troublesome winter of liquids-rich gas related downtime, the operator accepted Encline’s proposal to create an engineered design that addressed all the factors responsible for this downtime. The resulting design nicknamed the EAGLE was placed on wells that were too crooked to rodpump, replacing pumping units at the wellhead. Further, no tanks of any kind were required at the wellsite, with the pumpjacks electric power feed being repurposed to operate the compressor.

|
These EAGLE’s have been in operation for 6+ years with all original components still in place (including compressor valves per the operator), with no downtime other than grid power loss, external ESD’s, and one VFD failure. Since they auto-restart unattended, runtime has exceeded 99%, partially accounting for these wells outperforming the offset rod pumped wells. Injection of warm 155°F gas was found to prevent paraffin formation which enhanced plunger operation. The operator now pairs one compressor with two plunger lifted wells.
|
Design Highlights:
- First stage separator and piping rated to 500psi; allowing compressor to restart automatically without blowing down.
- Gravity-drop louvers and individual VFD cooling fans for each stage provide precise gas outlet temperatures from gas coolers.
- In the event of an inlet fluid slug, the compressor will shut down on high level but will restart automatically once the integral blowcase has processed the liquids.
- Inlet gas connection includes spool piece and witches hat to protect compressor from pipeline debris.
- Since daily oil consumption is only ~1 quart, a 15-gallon "day tank" is located on the compressor skid.
- Electric level switches are utilized for level control instead of pneumatic.
- Optional electric-actuated dump valves eliminate the need for supply gas.
- All process connections located on one end of compressor facing the wellhead. This facilitates easy wellhead hook-up.
Precision Outlet Temp Control
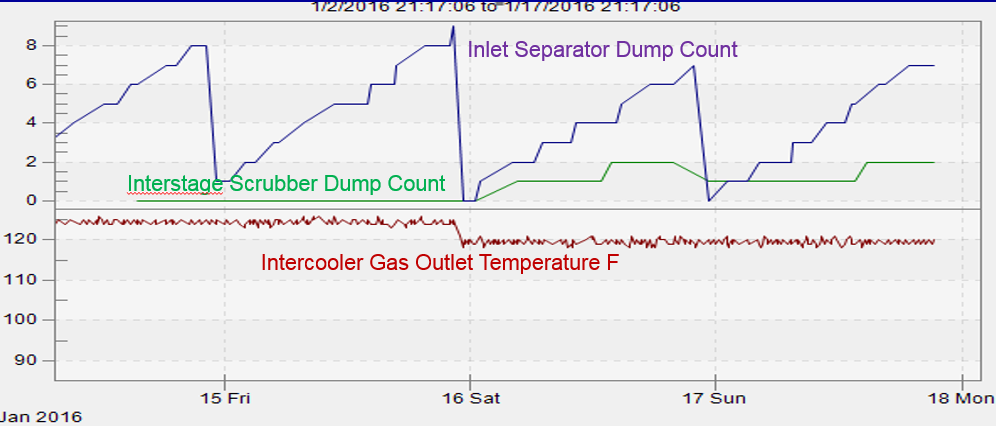
SPE 181773 showed how maintaining interstage cooler outlet temp at 125°F prevented hydrocarbon condensation, thereby eliminating scrubber dumps, methanol injection into dump lines, instrument gas use, and volatile liquid entry to stock tanks. When setpoint was dropped to 120°F, scrubber dumps resumed.
Smartphone Monitoring
|
Other Standard Features
|